
PACKING & LABELLING
PACKING OF BOTTLES:
PET bottles are filled using Rotary Filling machines are available with various standard capacities from 30 Bottles per min up to 400 bottles per min. We offer machines which are tried and tested for years to offer you best suitable as per your need.
Bottle Filling:
Before filling, freshly manufactured plastic bottles are rinsed and inverted from where they go for filling on a rotary bottle filler. The water flows from the filler bowl into the bottles via Ventra flow valves. These valves use an airlock method for accurate filling. The variation is no more than 5mm. When liquid reaches the end of the valve sleeve, air cannot escape. Pressure is created at the top of the bottle, and no more liquid can enter. The airlock method provides consistent, repetitive filling and reduced product loss. The fillers are available in a wide range of configurations and are adaptable to a variety of capping systems.
IS : 14543 - 1998 (Specification for Packaged Drinking Water) prescribes the hygienic practices to be followed in respect of collecting water, its treatment, bottling, storage, packaging, transport, distribution and sale for direct consumption , so as to guarantee a safe, hygienic and wholesome product.
The bottles are generally capped using roll-on type plastic caps, with pilfer proof rings.
A Typical Filling Line Structure:
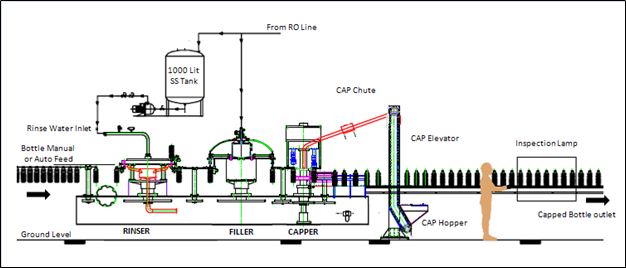
The different modules of the machine are:
a. INFEED AIR / SLAT CONVEYOR
Bottles blown from the blow molding machine are in feed through the in feed conveyor which can be a Air conveyor or a Slat conveyor. Air conveyors are generally used at operating speeds of 40BPM and more whereas Slat conveyors are used at Lower operating speeds. These Air conveyors can be interlocked with the bottle dislodging conveyor of the blow molding machine to achieve complete automation. Slat conveyors cannot be used for this purpose. The use of air conveyors are generally recommended because the empty bottles are very light in weight and there are chances that the bottle may fall on the conveyor during forward motion causing other bottles to fall on a slat conveyor and hence hamper the further process of filling machine.
b. RINSING
These bottles are then lifted by mechanical arms to the rinsing section, the rinser is a system comprising of a rotating table with upward lifted Value the bottle are inverted at this section and a jet of pressurized water is passed in the bottle, the jet of water creates equivalent pressure inside the bottle and ensures that the bottle is rinsed. The rinsing is done with Product water and hence the machine is pre programmed to ensures usage of only required amount of this water. The rinser has a feature of No Bottle No rinse which ensures un necessary wastage of water. The rinsed water is recycled to max. of 2 to 3 times and then drained off. There are no. of rinser heads in the rinser depending upon the capacity of the machine. Since this process is done without human interference it ensures hygiene application.
c. FILLING
The bottle is then passed on to the filling section; the inverted bottles are again brought back to the original condition for Filling purpose. The system uses gravity fill technique for filling. No. of heads are maintained for filling depending on the capacity of the machine. The water flows from the filler bowl into the bottles via Ventra flow valves. These valves use an airlock method for accurate filling. The variation is no more than 5mm. When liquid reaches the end of the valve sleeve, air cannot escape. Pressure is created at the top of the bottle, and no more liquid can enter. The airlock method provides consistent, repetitive filling and reduced product loss.
d. CAPPING
The filled bottles then pass on to the capping section. The capping section contains a rotating head which rotates the cap on the bottle and in the mean while presses it down. The caps are held by a mechanism at a 60 degree angle which helps the bottle in transit to place the cap on it. This cap is rotated and threaded to the neck of the cap along with the pilfer proof rings.
In some machines there is a vibratory cap hopper placed on top of the capper section where in the caps are indexed and fed one by one in the cap chute, it some times becomes difficult for the operator as he has to reach the hopper which is placed on the top of the machine to fill in the caps and since the holding capacity of the hopper is less he has to do it again and again moreover online disinfection of caps in this method is also not possible due to lack of space and speed constraints. Cap orientation is also an problem with this mechanism almost 1 out of 20 caps come in inverted direction and hence the cap are damaged. In modern and high speed machines the cap hopper is place at the level of the out feed conveyor height and a cap elevator is provided to elevate the caps along with the indexer which orients the position of the caps so that the cap come in exact desired positions and do not invert. Online disinfection is also possible since the chute provides lot of space. Dry disinfection is done either by exposing the caps to UV or Ozone gas jet & Wet disinfection i.e. rinsing is done by water jet both of the operations can be done online.
e. OUT FEED CONVEYOR
The capped bottles are then automatically transferred to the out feed conveyor which are generally SLAT conveyors. Air conveyors cannot work out here since the bottle have gained weight after filling. The slat conveyor then transports the filled bottle to its final destination the bottle stacker or turn table, but before that the bottle has to go through some other steps which are mentioned below.
f. INSPECTION
The capped bottles then go to online inspection, which is done manually by an operator who looks at the bottle when it passes through a illuminated screen called as the inspection lamp. This screen is white and is lit with white fluorescent tubes. The light reflects on any foreign matter floating or settled in the bottle and thus becomes visible. Such bottles are taken out of the conveyor manually since presence of such matter in the bottles is not permissible and does not adhere to the quality standards. In case repetitive bottles contain such matter the filling process is stopped and adequate measurers are taken to rectify the same.
RFC lines from Speeds ranging from 30 Bottles per minute to 400 Bottles per minute are available.
g. BOTTLE LABELING
The further step is the labeling of bottles. In the earlier days, gummed paper labels were used which satisfied only the legal requirements of declaration. When these labels came in contact with moist surface, they lost their identity. Later shrink film plastic labels came into use for this application. Auto-sleeve system for labeling then became a commercial success. Auto-sleeve labels are used both for one way and refillable-multi-trip plastic bottles. It is a stretchable label made of low density polyethylene of special grade.
The Department of Health, Ministry of Health and Family Welfare has notified to carry the following declaration on the label of the disposable bottle of mineral water or packaged drinking water. [“Crush the bottle after use”] The notification is published in the Gazette of India and the rule has come into force from 01/04/2004. Other labeling requirements should be as per PFA Rules and Packaged Commodities Rules as prescribed in IS: 14543 – 1998 (Specification for Packaged Drinking Water).
The Label on the Bottle generally contains the Brand name along with the design which is registered with the Trade mark bureau, a tag line just below the brand name and vital information’s such as Manufactured by, Marketed by, ISI logo with IS code and CM/L No., Purification Process and general note, Recycle logo, Crush the bottle logo, Best before time period, Net contents, Nutritional value (optional), Mineral details if added externally (Optional), Do not Litter logo, For BIS details visit www.bis.org.in, See Neck or bottle for Batch no, Mfg. Date , M.R.P, etc.
Three types of Labeling are currently used in the industry today viz. Shrink Labels, BOPP Labels & STICKER Labels
SHRINK LABEL
Shrink labels are printed labels and are directly inserted manually on the bottles during its transit on the out feed conveyor after the inspection process.
These labels are commonly used in the industry on a large scale. A module called the Shrink Tunnel is used to shrink the labels on the body of the bottle.
There are Two variants in the
- Electrically heated shrink tunnel is a heating tunnel which has a heater along with a fan which acts as a blower and distributes the hot air from the heater equally inside the tunnel.
- Steam heated shrink tunnel is a heating tunnel which operates on steam, the steam actually helps in even shrinking of the ssleeve on the bottle and gives a relatively smooth finish to the label, however the Opex and Capex remain higher, generally sued with high speed lines
The space inside the tunnel is sufficient enough to pass a single bottle in line.
This tunnel is mounted on the Out feed conveyor the labels get shrinked due to heat in the tunnel uniformly across the body of the bottle. The diameter of the Label is just more than some millimeters than the diameter of the bottle. Shrink labels cost some where between 16ps to 28ps for 1 litre bottle depending on the no. of colors used and diameter of bottle. Shrink labels are generally used with low & medium speed machines, higher the speed more no. of labors are required to put in the label on the bottle. The Cap Sleeve can also be applied manually or through an applicator in this system.
Automatic Sleeve applicator machines are also available to match high speed bottling line s particularly at speeds above 60 bpm
BOPP LABEL:
The other type of Label is called the BOPP label (Biaxial Oriented Poly Propylene). These labels come in printed rolls and a special type of machine is required to affix these labels on the bottle. The machine is called BOPP Hot Melt Glue Labeling Machine. The in feed slat conveyor of this machine can be interlocked with the out feed conveyor of the Filling machine so as to provide complete automation of the system. A roll of BOPP label is loaded on the disk of this machine which unwinds itself similarly like a movie film roll. The starting point of this roll is hooked to the unwinder device which when starts to rotate unwinds the roll. This roll is then cut at a desired point and the glue which is kept in liquid state in a container is sprayed using precise nozzles on to the bottle in form of spots. The spots are marked from top to bottom of the bottle for the desired height of the label. The cut label is then applied automatically using mechanical arm on to the bottle and is pressed. The bottle also rotates it self around its axis to enable such mechanism. These labels are low in cost and are very attractive in appearance more over the arrangement of the labels on the bottles are maintained in uniform hence there is no difference in the position of the label in between any successive bottles.
The table below shows the Comparison between both the arrangements.
| COMPARISON POINTS | SHRINK LABELS | BOPP LABELS |
| Type | LDPE Labels | Bi axial oriented Poly Propylene |
| Cost / Label | Higher than Bopp Label | Lower then Shrink labels |
| Cost of Investment | Very Low | Very High |
| Machine | Shrink tunnel | Hot Melt Machine |
| Automation | Not Possible | Possible |
| Hygiene | Manual Interference required and hence Less Hygienic | Manual Interference not required and hence 100% Hygienic |
| Space | Mounted on Out feed Conveyor, no additional space required | Separate machine and hence additional space required |
| Operating Speed | Less | Very High |
| Labor requirement | More | Very Less |
| Appearance | Very Low in appearance | Highly attractive |
| Quality | Low on quality since the film is not smooth and creates a crackling sound when handled by the consumer | High on quality since its is very smooth and gives a glossy look and is very attractive and presentable |
Sticker Labels :
This is the newest trend in the labelling segment, single sided or both side sticker labelling is available , with self-adhesive labels bottle can be labelled in both Square and round shape, however the cost of such labels are comparatively higher and preferred for non-standard premium bottles
The machines are well adapted to correspond to the Filling lines
Auto labelling lines matching Bottling speeds are available
h. BATCH CODING:
This has to be done on the bottles as per the IS guidelines. A machine called Batch coding machine does this job of printing Mfg. date. batch no and MRP on the bottle. The machine is a mini computer wherein we can feed the desired data and the machines prints it on the bottle on the desired location i.e. on the neck / cap or body of the bottle through ink jet printing technology, The process of printing is online and the machine is installed either on the out feed conveyor of the Filling machine or the BOPP labeling machine. A sensor on the machine identifies the transit of the bottles and prints the required details on the bottle. The machine comes with lot of features including a counter which can count the no. of bottles produced in the batch. Different varieties of this machine are available in the market at different cost and specifications.